
先进的快速换色系统,配备高效自动清洁和高气流技术
粉末在供粉桶的粉末箱内完全流化,并且
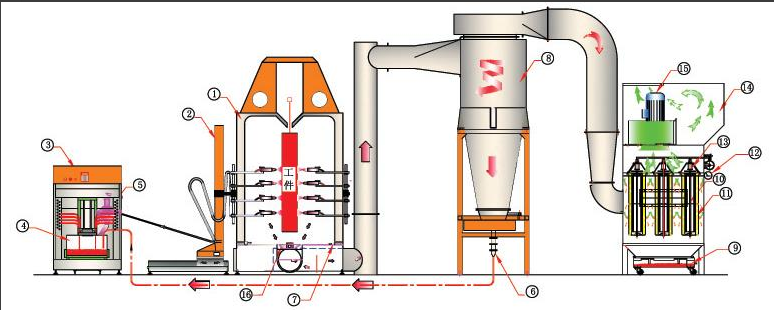
粉末由粉末泵经粉末管输送至喷枪。粉末在喷枪电极的电晕区被带电并吸附到被吸附工件表面。经过滤气形成喷涂内部负压后,吸附粉末随气流经内壁光滑的管道,被吸入大型旋风分离器进行分离。颗粒较大的粉末在旋转气流的离心力作用下沿旋风分离器筒壁运动,经粉末筛进入锥形料斗,再由挤压阀回收装置回收至料斗循环利用。颗粒较小的粉末则随抽气进入二次管道,经滤芯完全过滤。内置的旋转翼脉冲从滤芯内外吹拂,将粉末击落至废粉斗,同时保持自身清洁,维持有效的通风强度。
| 粉末类型 | 符合有机粉末涂料标准 |
| 悬架链速 | 根据客户需求 |
| 变速器类型 | 下吊式输送机 |
| 工件每分钟旋转速度 | 没有 |
| 工件温度 | <35℃ |
| 运行环境要求 | 相对湿度<75%,环境温度<40℃ |
| 平均涂层厚度 | 根据客户需求 |
| 待涂覆工件 | - |
| 回收粉末 | 10种 |
| 粉末颜料种类数量 | 10种 |
| “两侧均设有自动插槽(包括固定插槽)” | 五 |
| 附近空气流速 | 小于0.1米/秒 |
| “Encore LT 手动操作喷枪,一次喷涂粉末” | 70%(Aksu聚酯热固性粉末涂料在平板试验中的性能) |
| 手动操作台 | 2 个人工喷洒点 |
| 电源标准 | 三相五线制系统,380伏,50赫兹,电压波动范围为±10%。 |
| “测量时使用最少量的压缩空气” | 5.56 平方米/分钟 * 2 |
| 测量时使用最大压缩空气 | 6.03 立方米/分钟 * 2 |
| 最大输入压力 | 8 巴(8.0 兆帕) |
| 最小输入压力 | 6 巴(0.6 兆帕) |
| 压缩空气中含有油、水和颗粒物。 | 压力露点-20℃或含水量1.3g/m³,含油量0.01ppm,粉尘量0.01μm |
| 粉末喷涂设备已接地 | “使用3-5根根部直径32毫米、长度约3000毫米的镀锌管,打入地下直至土层。” |
| 最大用电量 | 60.0千瓦 |
| 地板/坑 | “A. 表面承载力:5吨/平方米;B. 要求每1000毫米长度范围内的平整度,高低误差在1.5毫米以内。” |
| 旋风分离率 | 97%(粉末颗粒尺寸小于10微米的含量低于3%) |
| 设备布局图和工作流程图 | 详情请参见图纸。 |
| 别的 | 没有 |
特征:
高效快速的颜色变化;
喷雾室底部连续自动清洗;
喷雾室底座集成了储气管道;
清洗过程中无需进入喷雾室内部;
分段式底部清洗,双输出由电磁阀控制;
排气形式:平底顺序式气刀、中央底部排气、手部维修平台上的专用排气槽;
自动底座空气清洁系统可最大限度地减少工艺流程中的粉末,提高系统效率;
经验证的单旋转风道与粉末喷涂室管道以及带有清洁门的排气管道之间的连接,降低了粉末污染的风险;
气刀只需少量压缩空气即可产生连续的帘状气流,具有气流强度高、节能、效率高等优点;
排气分配系统使风速均匀分布在整个底部排气管道中,有利于最大限度地回收过喷粉末,并最大限度地减少粉末在底板上的积聚;
清洗气刀可进行脉冲回吹,将粉末喷涂室底部积聚的粉末吹到中间的回收罐进行回收,从而实现粉末的最大利用率和最短的换色时间;
气刀利用康达效应原理,通过特殊设计的气室利用压缩空气产生气流,可以分流 20-30 倍的环境空气量,有效节省压缩空气的使用量。
| 物品名称 | 商品详情 | 模型 | 描述 | 数量 | 单元 |
| 喷枪托架系统 | 电梯 | YW2000型数字往复式机床 | (往复式)起重机,额定载荷50kg;(同步带)结构,往复运动,稳定耐用 | 2 | 放 |
| 快速变色 以及粉末供应中心系统 | 粉末中心变色 | 无尘粉末供应中心 | 配备120公斤粉末料斗,配备高流量流化器,为喷枪提供合格粉末,并安装12台粉末输送泵。 | 1 | 片 |
| 粉末筛 | 高效振动流化床 | 独立振动流化床,直径 500 毫米,筛网 100 目。 | 1 | 放 | |
| 喷雾化妆间 | 粉色房间板和边板 | 工程塑料粉末墙板 | 粉末涂层墙板和顶板采用 6 毫米和 12 毫米进口工程塑料焊接而成,底板采用 10 毫米工程塑料焊接而成,经久耐用。 | 1 | 放 |
| 恢复系统 | 旋风成分 | 主大型空气分离器 | 大型空气分离除尘系统采用离心分离原理。工作室内的粉尘由气泵送至大型空气分离器,自动分离粉尘与空气混合物中的超细粉尘。大型空气分离器的分离率≥97%。 | 1 | 放 |
| 二级后过滤系统 | 膜过滤元件 | 东利膜滤芯采用创新设计,性能卓越,可增大有效过滤面积,提高自清洁能力,降低系统阻力。该滤芯是粉末回收过滤装置的关键部件。 | 24 | 放 | |
| 高效节能风扇,南向通风机,南向风扇 | 30.0KVA 电机和 South Ventilator 风扇叶片(空气吸入量 20000Nm³/h)。 | 1 | 放 | ||
| 二级后过滤系统粉末回收罐体 | 该罐体用于粉末回收,易于清洁。底部设有可移动的废粉收集箱,罐体顶部设有控制主电源开关,用于开启和关闭主电源。 | 1 | 放 | ||
| 电气系统 | 盥洗室中央控制喷淋系统 | 机架式立式PLC | 控制主电源的开启和关闭,控制喷漆室的启动和停止,控制喷枪清洗系统,控制升降机等。所有设备操作均可通过触摸屏完成。 | 1 | 放 |
| 盥洗室照明 | 600LU | 600LU 照明,防尘,展厅内 6 组,手动开启侧 2 组。 | 6 | 团体 | |
| 核心部件保修 | 展位内部标准配置 | 整个展位系统保修一年(易损件除外)。 | 1 | 批 |
| 物品名称 | 品牌 | 位置 |
| 可编程逻辑控制器 | 西门子(德国) | S7-200 |
| 人机界面 | 西门子(德国) | KTP 600DP |
| 凸轮开关 | 默勒(德国) | P3-100 |
| 断路器 | 施耐德(法国) | C120H,OSMC32 |
| 交流接触器 | 施耐德(法国) | LC-D、LC-E |
| 按钮和指示灯 | 施耐德(法国) | ZB2、XB2 |
| 热继电器 | 施耐德(法国) | LRD,LRE |
| 光电编码器 | 欧姆龙(日本) | E6B2-CWZ6C |
| 流化板 | 东京(日本) | 流化桶 |
| 限位开关 | NAIS(日本) | AZ7311 |
| 接近开关 | SICK(德国) | IME12-04NNSZW2S |
| 电磁阀 | AIRTAC(台湾) | 喷漆房清洁气刀 |
| Lifter 数字逆变器 | 三菱(日本) | FR-D700 |
| 升降机变速箱 | TRANSTECNO(意大利) | 升降机 |
| 升降电机 | 西门子(德国) | 西门子(德国) |
| 聚四氟乙烯纳米涂层膜过滤元件 | 东丽(日本) | 筛选 |
| 排气扇 | 范南方 | 筛选 |
| 夹层PP工程塑料板 | 新赫尔默或克林格(德国) | 喷漆房 |
| 振动流化床 | 土中 | 80目筛网现货供应 |
| 物品名称 | 描述 | 数量 | 单元 | 图片 | |
| 喷枪携带系统 | 往复式电梯 | 在与喷漆室开口同一高度安装上下限位保护开关,以防止升降机上的枪管撞击喷漆室开口的上下边缘;可通过西门子中文人机界面对工作计划和运行位置进行数字化监控和数据设置;中文人机界面可报告故障情况、提供维护指导并计算运行时间等。 | 2 | 件 | 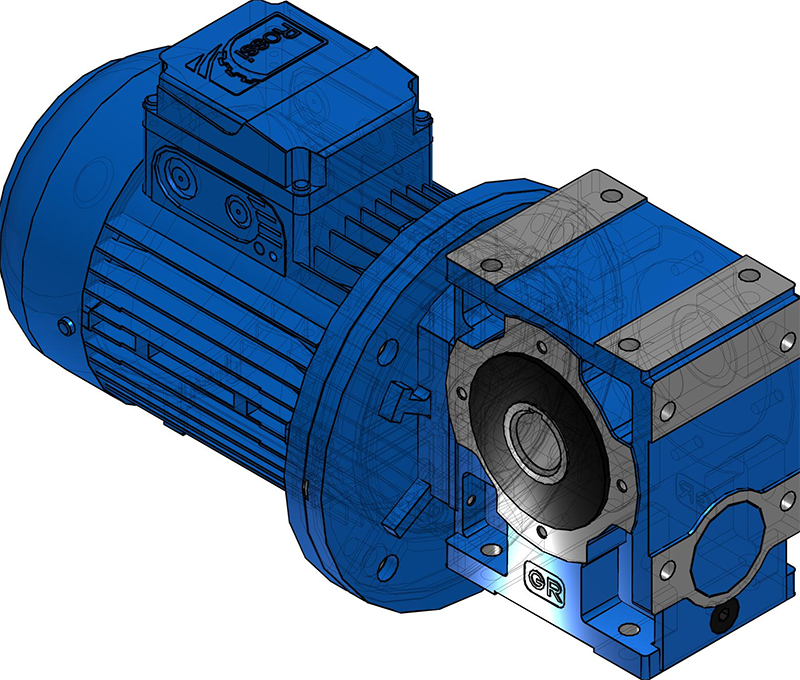 |
| 意大利进口变速箱 | 配置西门子交流电机;终身免维护蜗轮减速机,无需加油,经久耐用;额定电压和功率:交流220V,750/1500W;往复速度:0-48次/分钟,连续可调 | 2 | 件 | ||
| 进口同步带 | 同步带传动解决了链条脱轨的隐患;运行平稳,经久耐用;终身免维护。 | 2 | 放 | ||
| 特征 | 采用业内顶尖的意大利TRANSTECNO变速箱,免维护、耐用,并提供一年保修; 生产过程完全由夹具和工装完成,确保最佳的安装精度和耐用性; 根据客户需求量身定制,以确保客户使用时达到最高效率。 | ||||
| 粉末喷涂室 | 喷漆房顶板和侧板 | PP“聚丙烯”塑料喷漆房墙板 | 它采用三层工程塑料结构喷涂室外壳,可以排斥带电粉末,使更多的带电粉末积聚在工件上,从而获得最佳的生产效果。 | 1 | 放 | |
| 喷漆房开口和门 | 喷漆房开口和门 | 尺寸是根据最好的生产用纸确定的。 | 1 | 放 |  | |
| 喷漆房底部 | 工程塑料衬板结构喷漆房底部 | 喷漆室底部采用PP工程塑料材质,具有良好的耐刮擦性和抗静电效果;具有自动翻转设计、均匀排气和方便的颜色更换功能。 | 1 | 放 |  | |
| 自动清洁装置 | 自动空气净化装置 | 喷漆室底部采用PP材质平板,具有强抗冲击性和耐磨性,边缘高度高,不易粘附粉末。自动空气清洁设计确保喷漆室底部粉末(自动清洁的粉末)能够及时回收利用,提高粉末利用率,保证最短的换色时间,从而最大限度地提高喷漆室的粉末利用率和换色速度。 | 1 | 放 |  | |
| 安全保障: 根据GB15607-2008标准4.3.1节,除喷嘴出口等局部区域外,喷粉室内悬浮粉尘的平均浓度(即喷粉室出口排气管内的浓度)应小于该粉尘最小爆炸浓度的一半。若最小爆炸浓度未知,则最大浓度不得超过15g/m³。若系统中设有防爆设备,则喷粉室出口排气管内的悬浮粉尘浓度允许超过最小爆炸浓度的50%。根据粉尘数据,喷洒粉尘的自燃温度约为500℃,爆炸下限为30~90g/m³。然而,本方案中的粉尘浓度仅为9.38g/m³,远低于30~90g/m³的爆炸下限,保证了设备的安全系数。 | ||||||
| 物品名称 | 商品详情 | 描述 | 数量 | 单元 | 图片 | |
| 恢复系统 | 旋风系统 | 初级(大型单级)旋风分离器 | 直径:1400毫米 高度:5350毫米 大型旋风分离器采用离心分离原理。过滤器回收的粉末被吸入大型旋风分离器,该分离器自动将超细粉末从粉气混合物中分离出来。 | 1 | 放 | |
| 可开启式清洁通风管道 | 为了确保颜色变化,喷漆室底部、进气口和连接管道均设计合理,设有易于检查和清洁的门,以便于日常清洁和内部检查。 | 1 | 放 | |||
| 回收系统 | 东丽膜滤芯(日本) | 采用高科技膜涂层材料(PTFE),滤芯使用寿命可达5年以上。可过滤0.1-0.3微米的超细粉尘。废气直接排放至室内。该滤芯采用特殊工艺制造,易于清洗,使用寿命长。 | 24 | 件 | ||
| 后过滤器回收组件 | 该组件配有废粉收集桶。滤芯采用褶皱式滤材分离空气,粉末回收率≥99.9%。滤芯采用压缩空气反冲洗进行清洁,并通过滤芯差压变送器系统进行检测。 | 1 | 放 | |||
| 高效节能风扇和南向通风机叶轮 | 它是二级后置过滤器回收装置的关键部件。电机功率为30千瓦,风量为20000立方米/小时;并配有高密度降噪装置。 | 1 | 放 | |||
| 特征: 无回流或虹吸现象;气动升降装置;锥形料斗设计,便于收集粉末;快速连接粉末输送专用接口;结合自动回粉管反吹功能,单缸清洗更便捷;流线型封闭式管路系统;回风管道经久耐用,接地良好,提升清洗过程安全性;在喷粉室连接点处安装清洗门,操作人员在换色时可直接打开清洗门进行内部清洗。深色到浅色的切换操作简便快捷,“只要看得见,就能彻底清洗”。 | ||||||
| 物品名称 | 功能 | 描述 | 数量 | 单元 | 图片 | |
| 快速换色和粉末供应中心系统 | 粉末供应中心 | 恢复粉末中心 | 通过大型旋风回收系统连接;快速切换中心操作,具备快慢两种模式,兼具操作的灵活性和简便性;可处理来自原粉或新粉装置的粉末,并集成自动流化装置。集成电气控制,通过液位检测器监控位置,液位检测器控制送粉装置的升降,送粉装置配备全内回流泵和流化气体。吸粉管、粉泵、管道和喷枪均可自动清洗。回收的粉末直接送至供粉罐,并由大型旋风集成自动清洗装置进行清洗。 | 1 | 放 | |
| 火药桶 | 塑料方筒 | 塑料方形桶流化粉末料筒配备有大流量流化器,可以更好地将粉末在料筒内流化,并将合格的粉末输送到喷枪。 | 2 | 件 | ||
| 设计特点 | 通常被认为是自动化生产的核心部分; 快速可拆卸式集成电动粉末筛(孔径 250 μm); 粉末供应中心专为快速换色而设计,取代了传统的粉末供应桶。 粉末供应中心是快速变色系统的一个组成部分,它会影响最终产品的喷涂质量。 将粉末供应商提供的粉末盒放置在流化粉末桶的位置,使用后将粉末盒退回仓库; | |||||
| 设计原则 | 粉末供应中心的典型操作方法是将粉末供应箱放置在振动台上。根据粉末液位检测器的指示,将所有粉末泵吸料管插入粉末中,并使用流化管对周围的粉末进行流化。流化后的粉末由粉末泵泵入粉末管,并通过喷枪喷出。未喷到工件上的粉末落到喷涂室地面,然后被吸入旋风分离器,形成粉末与空气的混合物。在旋风分离器中,粉末被分离,并通过密相阀送回粉末供应中心。为避免污染,返回粉末供应中心的粉末在进入粉末供应箱之前,需经过粉末筛进行筛分。 更换颜色时,所有粉末泵均从粉箱中取出,粉箱也从振动台上移开。清洗过程开始,所有粉末泵和吸粉管下降至清洗位置,即振动台的吹气阀处。压缩空气自动吹扫粉路内壁上的粉末。在此清洗过程中,吸粉管、粉末泵、供粉管和喷枪的内壁均得到清洁。粉末泵外部可使用手动吹气枪进行清洁。粉箱密封后送回仓库,并更换为另一种颜色的粉箱。系统中剩余的粉末被回收至废粉料斗。旋风分离器至供粉中心的回收管道也使用压缩空气进行清洁。 清洗完成后,即可开始喷涂另一种颜色。建议在下一种颜色喷涂开始后的几分钟内,将回收的粉末送入废粉斗,不要再使用。 | |||||
| 物品名称 | 商品详情 | 描述 | 数量 | 单元 | |
| 电气控制系统 | 粉末喷涂室中央控制系统 | 机架式立式PLC中央控制系统,用于喷漆室粉末供应 | 西门子机架式集中控制系统,人性化的人机界面,采用图形符号,操作简便。该界面可显示风机、喷枪等系统运行状态,并具备参数设置、报警信息显示、维护提示、柜门保护等多种功能。它还具备控制稳定性、升降机强制停止、可编程逻辑控制器、火焰探测报警、喷漆房启停控制、主电源开关控制等功能,抗干扰性能优异,并符合欧洲CE工业标准。 | 1 | 放 |
| 功能: 所有组件均为知名品牌电器,三防设计,所有断路器均为西门子品牌,质量稳定。电气设备及线路符合GB15607-2008 4.8.1节“喷涂区电气设备”和“防爆防尘区电气设备”的规定,进入喷涂室的电气线路符合GB50058的规定。 | |||||
| 物品名称 | 描述 | 数量 | 单元 | |||
| 粉室防爆装置系统 | A716/IR3 点式火焰探测器 | 本产品已升级为32位处理器,并结合多种专为火焰探测而开发的算法。在大幅提升响应速度的同时,也具备极高的抗误报能力。可应用于室内外多种存在大量误报源的场合。 | 1 | 放 | ||
| 大旋风防爆系统 | 后置过滤器防爆阀 | 安装在大型进气口和过滤器之间,距离过滤器框架3米。当防爆阀的反向压力大于设定压力时,防爆阀关闭。该防爆技术可防止爆炸蔓延至前端设备,避免二次爆炸或燃烧。其原理是利用爆炸产生的压力推动活动阀,从而阻断爆炸火焰和压力。安装位置位于过滤器框架的中层和下层之间。 | 1 | 放 | ||
| 防爆过滤系统 | 差压检测报警装置 | 安装在过滤器框架的上层和下层之间。当压力超过设定范围时,控制系统发出警报,提示更换滤芯、旋转叶片和回风阀装置。 | 1 | 放 | ||
| 无焰排气装置(防爆排气装置) | 无焰排气装置由防爆面板、爆破片、防爆连接线和紧固件组成。爆破片上设有信号装置,可通过防爆连接线连接至控制柜或报警装置,并与风机或其他设备联动。品牌:汇力,提供检测报告和认证。 | 1 | 放 | |||
| 气动粉末回流阀 | 气动粉末回流阀从灰斗中收集灰渣并将其排放到正压回流管道。气动阀的工作周期根据时间确定。气动阀与灰斗之间的间隔、灰斗与气动阀之间的气压以及气动阀与输送管道之间的气压均保持平衡。 | 2 | 套 | |||





